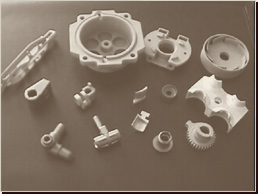
| Investment
casting, also called lost-wax casting, is one
of the oldest known metal-forming techniques. From 5,000 years ago, when
beeswax formed the pattern, to today’s high-technology waxes, refractory
materials and specialist alloys, the castings allow the production of components
with accuracy, repeatability, versatility and integrity in a variety of
metals and high-performance alloys.
The process is generally used for small castings, but has produced complete
aircraft door frames, steel castings of up to 300 kg and aluminium castings
of up to 30 kg. It is generally more expensive than die casting or sand
casting, but can produce complicated shapes that require little rework
or machining.
Investment
casting offers high production rates, particularly for small or highly
complex components, and extremely good surface finish (CT4-CT6 class accuracy
and Ra1.6-6.3 surface roughness) with very little machining. The drawbacks
include the specialized equipment, costly refractories and binders, many
operations to make a mould, and occasional minute defects.
Is used in the aerospace and
power generation industries to produce single-crystal turbine blades,
which have more creep resistance than equiaxed castings. It is also widely
used by Sturm, Ruger among other firearms manufacturers to fabricate firearm
receivers, triggers, hammers, and other precision parts at low cost. Other
industries that use standard investment-cast parts include military, medical,
commercial and automotive.

a skilled company
producing steel components of complex shape through investment casting
(lost wax process) and M.I.M. (Metal Injection Moulding)
Technology.
Altought parts produced with these two methods have similar properties
process phases are quite different:
in Fact.
Investment casting
(Lost wax
casting) process phases are:
Mould construction
to inject wax pattern
Injection of wax
patterns trough hydraulic press
Assembly of wax
patterns on wax cluster
Wax clusters dip
in a binder
Cluster stuccoing
with refractory to become a ceramic shell
Dewaxing trough
autoclave
Ceramic shell firing
Molten metal pouring
into shells
Ceramic shell knock-out
Parts cut from the
steel shell and finishing
INVESTMENT CASTING
– DIMENSIONAL
TOLERANCES
As a general rule normal linear tolerance on an investment casting
can be +0,75% of the
nominal dimension, with a minimum of +0,10
mm for dimensions lower than 15 mm in order to
achieve closer tolerances, a machining allowance is required,
but never forget that an investment casting always permits to
reach very complex geometries.
As a good rule severe tolerances are to be avoided if not necessary
to allow the higher production yelds and lower piece costs.
Therefore, functional or closer dimensions must be pointed out
in the drawings and dealed with the technical department.
STEELS
FOR INVESTMENT CASTING
|
| LOW
CARBON steels |
| C10 |
C15 |
12NiCr3 |
16CrNi4 |
16NiCr11 |
16NiCrMo2 |
16NiCrMo12 |
| 16MnCr5 |
18CrMo4 |
18NiCrMo5 |
18NiCrMo7 |
20MnCr5 |
20CrNi4 |
20NiCrMo2 |
| |
|
|
|
| HARDENING
steels |
| C20 |
C25 |
C30 |
C35 |
C40 |
C45 |
C55 |
| C50 |
C60 |
25CrMo4 |
C28Mn |
30CrMo4 |
30NiCrMo8 |
30NiCrMo12 |
| 32CrMo12 |
34NiCrMo16 |
34Cr4 |
35CrMo4 |
35NiCrMo15 |
36CrMn5 |
38Cr2 |
| 39NiCrMo3 |
42CrMo4 |
40NiCrMo2 |
40NiCrMo7 |
41Cr4 |
50CrMo4 |
90Mn4 |
|
| |
| SPRING
steels |
| 48Si7 |
55Si7 |
60Si7 |
60SiCr8 |
52SiCrNi5 |
45SiCrMo6 |
55Cr3 |
| 50CrV4 |
51CrMoV4 |
|
|
|
| |
| BEARING
steels |
| 100Cr6 |
100CrMo7 |
X45Cr13 |
X105CrMo17 |
X80MoCrV44 |
X82MoWMoV65 |
X75WCrV13 |
|
| |
| TOOL
steels |
| X155CrVMo12.1
KU |
X205Cr12KU |
X37CrMoV5.1KU |
X40CrMoV51.1KU |
| 90MnVCr8KU |
95MnWCr5KU |
HS
2-9-1-8 |
HS
6-5-2 |
45WCrV8KU |
| HS
18-0-1 |
|
|
| |
| STAINLESS steels |
| AUSTENITIC
(AISI) |
|
| 201 |
202 |
301 |
302 |
303 |
304 |
304LN |
| 304H |
304L |
305 |
309 |
310 |
314 |
316 |
| 316L |
316H |
316LN |
316N |
316F |
316Ti |
316Cb |
| 317 |
317L |
317LN |
321 |
321H |
347 |
347H |
| 310MoLN |
XM19 |
330 |
|
| DUPLEX
(UNS) |
|
| S32900 |
S31803 |
S32304 |
S32750 |
S32550 |
S32760 |
|
| FERRITIC
(AISI) |
|
| 405 |
409 |
410S |
430 |
430F |
434 |
439 |
| XM-34 |
446 |
|
| MARTENSITIC
(AISI) |
|
| 403 |
414 |
416 |
420 |
420F |
422 |
431 |
| 440A |
440B |
440C |
|
| PRECIPITATION
HARDENING (UNI) |
|
| 17-4PH |
15-5PH |
PH
15-7 Mo |
17-7PH |
17-10P |
|
|
| |
| NICKEL
BASE ALLOYS |
|
| |
| COBALT
BASE ALLOYS |
|
INVESTMENT
CASTING
GENERAL TOLERANCES
|
|
| NOMINAL
DIM. (mm) |
Lenght,
Width, Height
LINEAR PRECISION GRADES |
| Up |
To |
D1 |
D2 |
D3 |
| |
6 |
±0,10 |
±0,08 |
±0,06 |
| 6 |
10 |
±0,12 |
±0,10 |
| 10 |
14 |
±0,15 |
±0,12 |
±0,09 |
| 14 |
18 |
±0,20 |
±0,14 |
| 18 |
24 |
±0,25 |
±0,17 |
±0,12 |
| 24 |
30 |
±0,30 |
±0,20 |
±0,14 |
| 30 |
40 |
±0,37 |
±0,25 |
±0,17 |
| 40 |
50 |
±0,44 |
±0,30 |
±0,20 |
| 50 |
65 |
±0,52 |
±0,38 |
±0,23 |
| 65 |
80 |
±0,60 |
±0,46 |
±0,27 |
| 80 |
100 |
±0,68 |
±0,53 |
±0,30 |
| 100 |
120 |
±0,76 |
±0,60 |
±0,33 |
| 120 |
140 |
±0,84 |
±0,65 |
±0,36 |
| 140 |
160 |
±0,92 |
±0,72 |
±0,38 |
| 160 |
180 |
±1,02 |
±0,80 |
±0,42 |
| 180 |
200 |
±1,12 |
±0,88 |
±0,43 |
| 200 |
225 |
±1,28 |
±0,95 |
±0,47 |
| 225 |
250 |
±1,44 |
±1,05 |
±0,51 |
| 250 |
280 |
±1,64 |
±1,15 |
±0,56 |
| 280 |
315 |
±1,84 |
±1,25 |
±0,63 |
| 315 |
355 |
±2,10 |
±1,40 |
±0,71 |
| 355 |
400 |
±2,40 |
±1,60 |
±0,80 |
| 400 |
450 |
±2,70 |
±1,80 |
±0,90 |
| 450 |
500 |
±3,00 |
±2,00 |
±1,00 |
|
|
|
|
|
